| engineerklub | Дата: Среда, 21.11.2018, 15:30 | Сообщение # 1 |
 Генералиссимус
Группа: Администраторы
Сообщений: 39492
Статус: Offline
| Штамп для жидкой штамповки

Задание 18. Штамп для жидкой штамповки
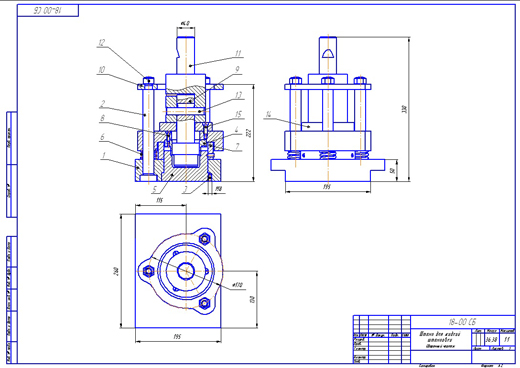
Устройство и работа штампа. Штамп служит для жидкой штамповки изделия, изображенного на рис. 1. Штамп состоит из подвижной и неподвижной частей.
Нижнюю неподвижную часть собирают в следующем порядке. Bцентральное отверстие основания 1 снизу вставляют матрицу 5 так, чтобы выступ матрицы ф110 вошел в расточку ф110 основания. Матрицу крепят к основанию винтом 3 с резьбой М8. Сверху на выступающую часть матрицы ф100 надевают кольцо 7 и крепят к ней тремя установочными винтами 3, для чего в матрице сделаны три углубления под конические концы винтов. В три отверстия основания 1 снизу запрессовывают колонки 2 так, чтобы их головки ф38 поместились в расточках ф40 основания 1. Сверху на колонки надевают пружины 6. На этом заканчивают сборку неподвижной части.Подвижную часть собирают отдельно. Съемник 4 торцом, имеющим размер ф95, вставляют в соответствующую расточку плиты 16 и крепят к ней тремя винтами 15. С другой стороны на плиту 16 накладывают кольцо 14 и крепят к плите винтами 5. В центральные отверстия деталей 4, 14 и 16 со стороны съемника вводят концом ф40 пуансон 9. Затем на этот конец насаживают оправку 11, с которой пуансон соединяют штифтом 13.
Подвижную часть устанавливают относительно неподвижной так, чтобы колонки 2 вошли в соответствующие отверстия ф25 плиты 16, а съемник 4 был обращен к основанию 1, затем сверху на шейки ф18 колонок надевают кольцо 10, в центральное отверстие которого ф130 свободно входит оправка 11. Кольцо 10 крепят к колонкам гайками 12. На этом заканчивают сборку штампа.Штамп устанавливают на стол фрикционного пресса, а хвостовик оправки крепят установочным винтом к ползуну пресса. Перед началом штамповки пресс переводит пуансон в верхнее положение, так что плита 16 упирается в кольцо 10,
а кольцо 14 с плитой 16 и съемником 4 висят на заплечиках пуансона. После этого в открытую матрицу порционной ложкой заливают с избытком металл. Затем сообщают пуансону движение вниз и производят удар; при этом подвижная плита 16 доходит до пружин 6, которые обеспечивают зазор 0,2—0,8 мм между торцом матрицы 5 и съемником 4, необходимый для выхода воздуха и излишка металла. Пуансон 9, продолжая двигаться вниз, проходит через отверстие съемника 4, достигает поверхности залитого металла и начинает вытеснять его вверх. Заполнение формы заканчивается в тот момент, когда нижний торец съемника дойдет до верхнего торца матрицы.Для уплотнения металла съемник опускается еще на 0,5 мм, сжимая пружины. Нижнее положение плиты со съемником ограничивается кольцом 7. После выдержки, равной 2—8 с, пуансон поднимается вверх. При этом отштампованная деталь, оставаясь на пуансоне за счет усадки металла, извлекается из матрицы и вместе с подвижной плитой доходит до упорного кольца 10, где сбрасывается с пуансона (устройство для сбрасывания на сборочном чертеже не вычерчивать).
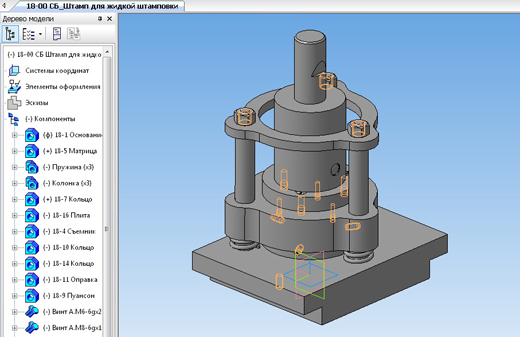
18-00 СБ_Штамп для жидкой штамповки
18-00 СП_Штамп для жидкой штамповки
18-1_Основание
18-2_Колонка
18-4_Съемник
18-5_Матрица
18-6_Пружина
18-7_Кольцо
18-9_Пуансон
18-10_Кольцо
18-11_Оправка
18-14_Кольцо
18-16_Плита
Открываются чертежи и модели в компасе 3D V13 и выше
СКАЧАТЬ МОЖНО ЗДЕСЬ
ШТАМП ДЛЯ ЖИДКОЙ ШТАМПОВКИ ЧЕРТЕЖИ
|
| |
|
|





