| engineerklub | Дата: Среда, 24.04.2019, 08:47 | Сообщение # 1 |
 Генералиссимус
Группа: Администраторы
Сообщений: 39379
Статус: Offline
| И12.84.00.00 Приспособление для фрезерования шлицев в головках винтов М12х25 скачать
И12.84.00.00 Приспособление для фрезерования шлицев в головках винтов М12х25 чертежи
И12.84.00.00 Приспособление для фрезерования шлицев в головках винтов М12х25 деталирование
И12.84.00.00 Приспособление для фрезерования шлицев в головках винтов М12х25 деталировка
Приспособление для фрезерования шлицев в головках винтов М12х25 чертежи
Приспособление для фрезерования шлицев в головках винтов М12х25 скачать
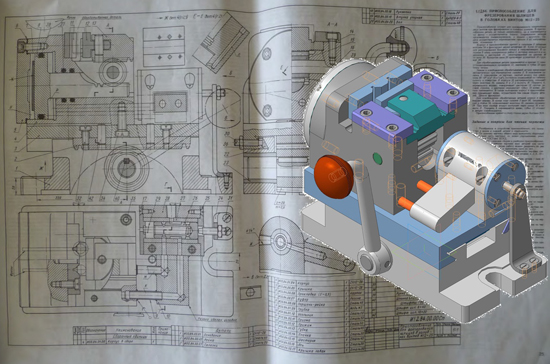
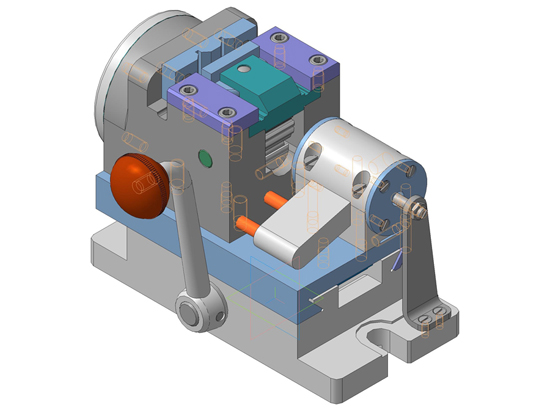
Приспособление служит для одновременного закрепления двух винтов при фрезеровании в головках шлицев. В приспособлении деталь не только закрепляется, но и перемещается на фрезу — осуществляется подача. Закрепление деталей производится пневмоприводом, а подача — вручную. Подача осуществляется перемещением салазок 3 по направляющим основания 1.
Корпус 4 приспособления крепят к салазкам 3 четырьмя винтами 34 и фиксируют двумя штифтами 42. Клин 22 служит для регулирования бокового зазора в направляющих. К салазкам 3 снизу прикреплена рейка 2, которая находится в зацеплении с шестерней 21, смонтированной на шпонке 40 на валу 20. Вращение вала 20 производят рукояткой 18 с ручкой 39.
Две обрабатываемые детали зажимаются в призме 11 самоустанавливающимся прижимом 12, имеющим в губке 13 одну точку опоры.
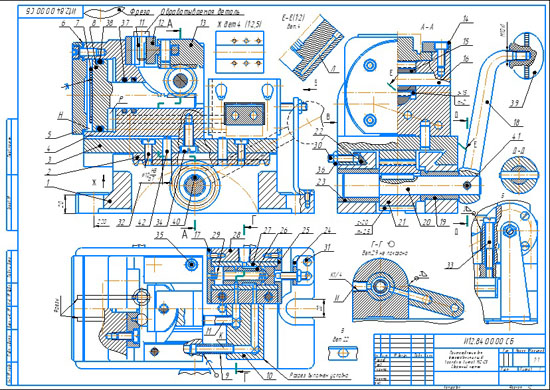
Зажим и освобождение обрабатываемой детали происходит автоматически при перемещении салазок 3. В положении салазок З, показанном на чертеже, сжатый воздух под давлением, постоянно подводимый по гибкому шлангу к отверстию И корпуса 28 распределителя, попадает через золотник 26, каналы К и Л в полость Н. Поршень 8, перемещаясь вправо, поворачивает шестерню 15 против часовой стрелки, а шестерня передвигает губку 13 влево. Детали зажимаются. В таком положении корпус 4 приспособления перемещают влево, осуществляя тем самым подачу деталей. Детали фрезеруют.
Для освобождения обработанных деталей корпус 4 перемещают вправо. В конце хода салазок 3 винт 30, закрепленный в стойке 24, остаианливает золотник 26, сжимая пружину 29. При этом сжатый воздух поступает через канал М в полость Р. Поршень 8 перемещается влево, губка 13 отходит и детали освобождаются.
Приспособление крепят к столу станка двумя болтами М18.
И12.84.00.00 Приспособление для фрезерования шлицев в головках винтов М12х25
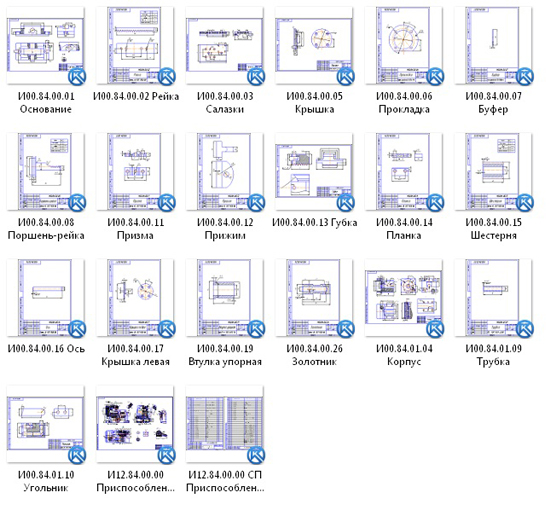
И00.84.00.01 Основание
И00.84.00.02 Рейка
И00.84.00.03 Салазки
И00.84.01.04 Корпус
И00.84.00.05 Крышка
И00.84.00.06 Прокладка
И00.84.00.07 Буфер
И00.84.00.08 Поршень-рейка
И00.84.01.09 Трубка
И00.84.01.10 Угольник
И00.84.00.11 Призма
И00.84.00.12 Прижим
И00.84.00.13 Губка
И00.84.00.14 Планка
И00.84.00.15 Шестерня
И00.84.00.16 Ось
И00.84.00.17 Крышка левая
И00.84.00.18 Рукоятка
И00.84.00.19 Втулка упорная
И00.84.00.20 Вал
И00.84.00.21 Шестерня
И00.84.00.22 Клин
И00.84.00.23 Втулка
И00.84.00.24 Стойка
И00.84.00.25 Крышка правая
И00.84.00.26 Золотник
И00.84.00.27 Стакан
И00.84.01.28 Корпус распределителя
И00.84.00.29 Пружина
СКАЧАТЬ МОЖНО ЗДЕСЬ
|
| |
|
|
| engineerklub | Дата: Понедельник, 03.02.2025, 10:48 | Сообщение # 2 |
|
Генералиссимус
Группа: Администраторы
Сообщений: 39379
Статус: Offline
| Приспособление для фрезерования шлицев в головках винтов М12х25 И12.84.00.00 ЧЕРТЕЖ
Приспособление для фрезерования шлицев в головках винтов М12х25 И12.84.00.00 сб
Приспособление для фрезерования шлицев в головках винтов М12х25 И12.84.00.00 спецификация
Приспособление для фрезерования шлицев в головках винтов М12х25 И12.84.00.00 3d сборка
Приспособление для фрезерования шлицев в головках винтов М12х25 И12.84.00.00 чертежи
Основание И00.84.00.01
Рейка И00.84.00.02
Салазки И00.84.00.03
Корпус в сборе И00.84.01.04
Крышка И00.84.00.05
Прокладка И00.84.00.06
Буфер И00.84.00.07
Поршень-рейка И00.84.00.08
Трубка И00.84.01.09
Угольник И00.84.01.10
Призма И00.84.00.11
Прижим И00.84.00.12
Губка И00.84.00.13
Планка И00.84.00.14
Шестерня И00.84.00.15
Ось И00.84.00.16
Крышка левая И00.84.00.17
Рукоятка И00.84.00.18
Втулка упорная И00.84.00.19
Вал И00.84.00.20
Шестерня И00.84.00.21
Клин И00.84.00.22
Втулка И00.84.00.23
Стойка И00.84.00.24
Крышка правая И00.84.00.25
Золотник И00.84.00.26
Стакан И00.84.00.27
Корпус распределителя И00.84.01.28
Пружина И00.84.00.29
Приспособление для фрезерования шлицев в головках винтов М12х25 СКАЧАТЬ
|
| |
|
|





